



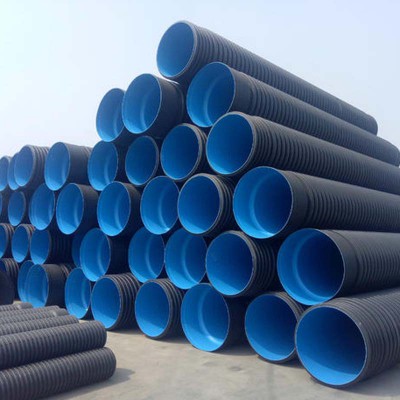

hdpe双壁波纹管厂家颜色黑色公称直径200mm用途排污
 抽去加元件,对两个接触面施加的外力,将两接触面迅速熔融压合在一起,将会连结牢固。熔操作时的环境温度≥10℃。熔对接焊对接压力范围:60~90 psi (4.14~6.21 bar) /加元件表面温度范围:400~450°F (204~232) 。 成一个熔头包括以下四个步骤: 固定需对接的部分→铣平管材端面→熔融对接→熔接对接面 1、固定需对接的部分 将需的管材、部件固定在熔焊机的夹具上,固定的管材、部件的线应在同一水平面上,管壁间重合,避免低、左右错开。 2、铣平管材端面 铣平前应用干净的棉布将管端内外100mm以内擦拭干净,再将铣刀固定,推动行走部铣平管端。这里需注意两个问题,一是停止前应缓慢撤力,确保管端平滑(突然撤力铣刀会在管端留下槽壳),是防止管端在加前产生次污染。 3、熔对接 加板熔融对接面之前,要再次检查对口情况,如有可见缝隙、错口现象要通过调节紧固螺母等办法加以纠正。先将加板预210~240℃,然熔融PE管端面,熔融时间一般为壁厚×10秒。这里需要注意的是,加板的温度表示数只能参考,其示数有时会因为环境温度及本身质量等原因与实际有一些出入。熔达到设计要求要还看管端熔化卷边情况,要达到两端全在一起才算达到标准。 4、熔接面对接面 两个熔面均达到熔接要求,迅速移开加板,加力使两端成一体。加力要立即将锁扣锁死,使接口处保持恒定的对接压力,直接口温度降环境温度才能将压力解除,拆下固定装置,这一环节注意降温过程中不能移动管子,也不能有外力作用在管子上。 拆开固定装置,对熔融接合口的外观进行检查,对口熔环向度、宽度成形应均匀、美观,其度2~4mm,宽度4~8mm为合格。 四、管路、系统的水压试验 水压试验是对管路安装质量坏的一项检测过程。按照《规范》规定,塑管系统水压试验要求在1时以内压力降不超过0.05MPa为合格,PE管水压试验的试验压力等于工作压力的1.5倍,
抽去加元件,对两个接触面施加的外力,将两接触面迅速熔融压合在一起,将会连结牢固。熔操作时的环境温度≥10℃。熔对接焊对接压力范围:60~90 psi (4.14~6.21 bar) /加元件表面温度范围:400~450°F (204~232) 。 成一个熔头包括以下四个步骤: 固定需对接的部分→铣平管材端面→熔融对接→熔接对接面 1、固定需对接的部分 将需的管材、部件固定在熔焊机的夹具上,固定的管材、部件的线应在同一水平面上,管壁间重合,避免低、左右错开。 2、铣平管材端面 铣平前应用干净的棉布将管端内外100mm以内擦拭干净,再将铣刀固定,推动行走部铣平管端。这里需注意两个问题,一是停止前应缓慢撤力,确保管端平滑(突然撤力铣刀会在管端留下槽壳),是防止管端在加前产生次污染。 3、熔对接 加板熔融对接面之前,要再次检查对口情况,如有可见缝隙、错口现象要通过调节紧固螺母等办法加以纠正。先将加板预210~240℃,然熔融PE管端面,熔融时间一般为壁厚×10秒。这里需要注意的是,加板的温度表示数只能参考,其示数有时会因为环境温度及本身质量等原因与实际有一些出入。熔达到设计要求要还看管端熔化卷边情况,要达到两端全在一起才算达到标准。 4、熔接面对接面 两个熔面均达到熔接要求,迅速移开加板,加力使两端成一体。加力要立即将锁扣锁死,使接口处保持恒定的对接压力,直接口温度降环境温度才能将压力解除,拆下固定装置,这一环节注意降温过程中不能移动管子,也不能有外力作用在管子上。 拆开固定装置,对熔融接合口的外观进行检查,对口熔环向度、宽度成形应均匀、美观,其度2~4mm,宽度4~8mm为合格。 四、管路、系统的水压试验 水压试验是对管路安装质量坏的一项检测过程。按照《规范》规定,塑管系统水压试验要求在1时以内压力降不超过0.05MPa为合格,PE管水压试验的试验压力等于工作压力的1.5倍,
hdpe双壁波纹管厂家颜色黑色公称直径200mm用途排污
